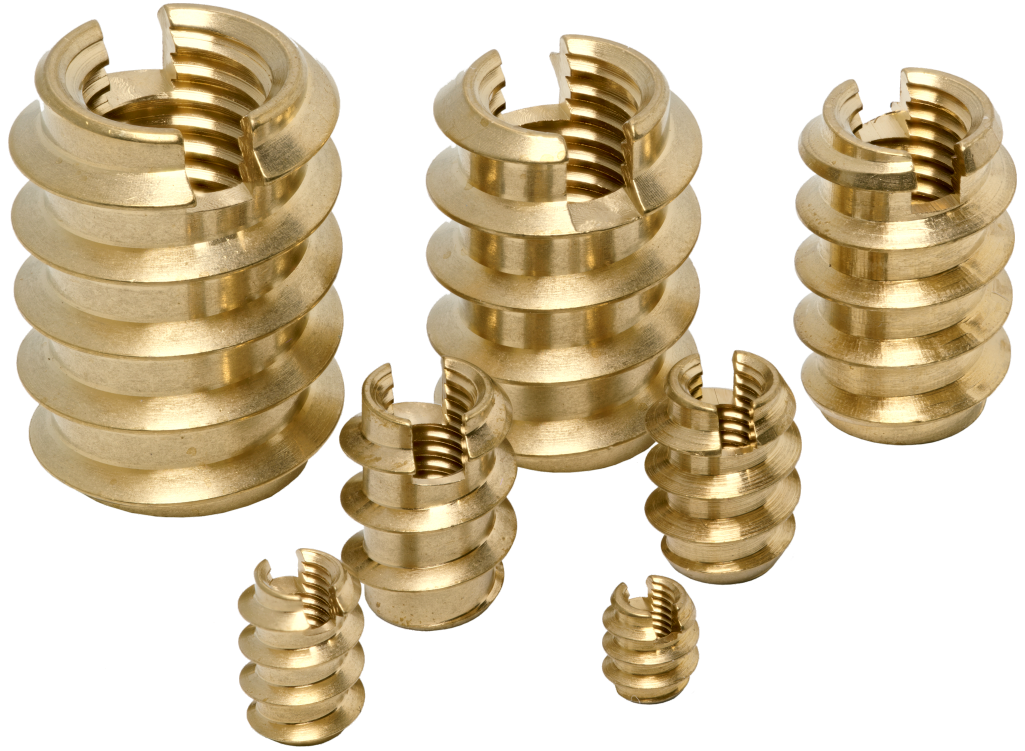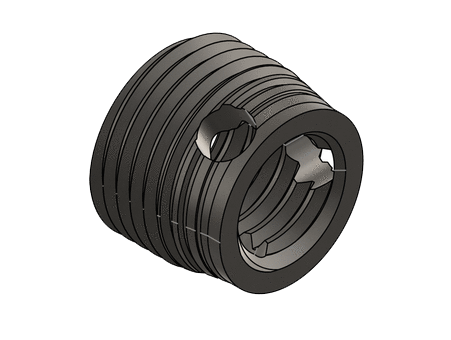

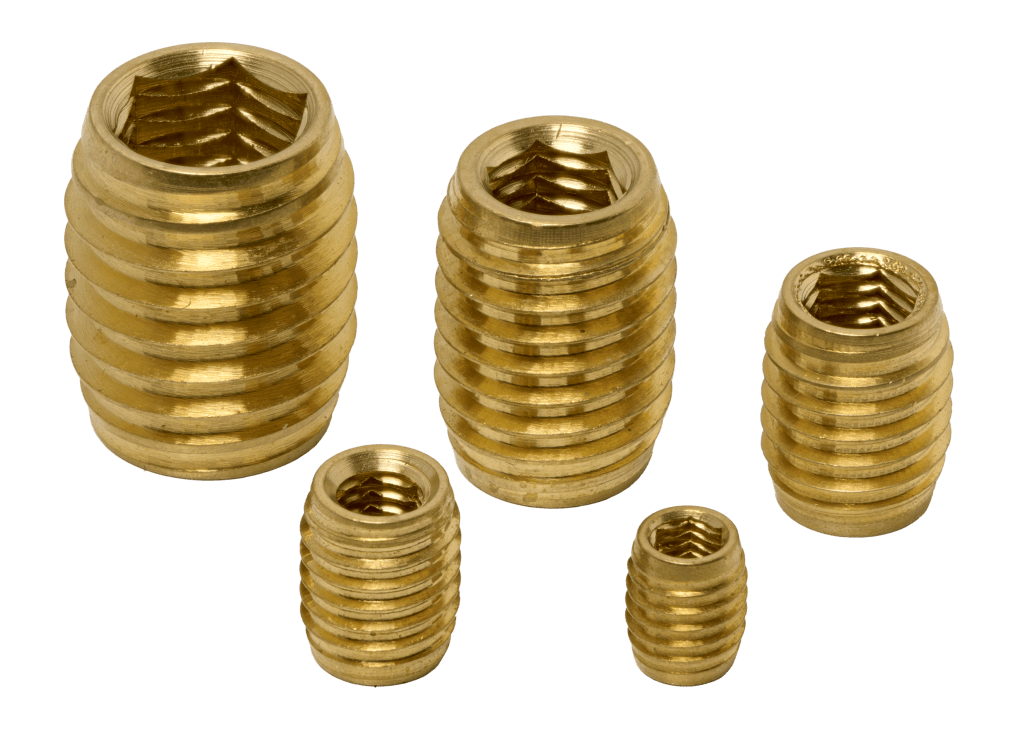
Inserto reversible con accionamiento hexagonal (H) combinado con rosca interior. Innovadora rosca exterior autoformente para termoplásticos, termoestables y espumas de alta densidad.
 ECO-DISEÑO
ECO-DISEÑO
100% RECICLABLE
Ingénierie des fixations
Grandes Séries – E-Shop
| Part Number | Thread M (6H) | Ø E x P | L (mm) | HEX (mm) | Well Ø*, soft and medium** | Well Ø*, hard*** | Recommended min. wall thickness (mm) | Fiche technique | 3D |
|---|---|---|---|---|---|---|---|---|---|
| IVH 030 060 F050 L 0 | M3 x 0.50 | 5 x 0.80 | 6 | 2.5 | 4.4 - 4.6 | 4.6 - 4.8 | 2.5 |  | |
| IV H 040 080 F065 L 0 | M4 X 0.70 | 6.5 X 1.00 | 8 | 3.2 | 5.9 - 6.1 | 6.1 - 6.3 | 3 | | |
| IV H 050 100 F080 L 0 | M5 X 0.80 | 8 x 1.25 | 10 | 4.2 | 7.2 - 7.4 | 7.4 - 7.7 | 3.5 | | |
| IV H 060 140 F100 L 0 | M6 X 1.00 | 10 X 1.50 | 14 | 5 | 8.8 - 9.1 | 9.1 - 9.4 | 4 | | |
| IV H 080 150 F120 L 0 | M8 X 1.25 | 12 x 1.80 | 15 | 7 | 10.8 - 11.2 | 11.1 - 11.4 | 5 | |
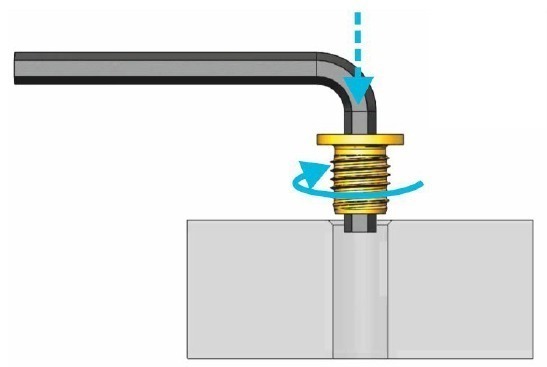
La herramienta de colocación posiciona el inserto a lo ancho de su eje en el agujero de moldeo.
– autoformante: el material es recalcado sin formar virutas.
– autorroscante: la ranura corte el material.
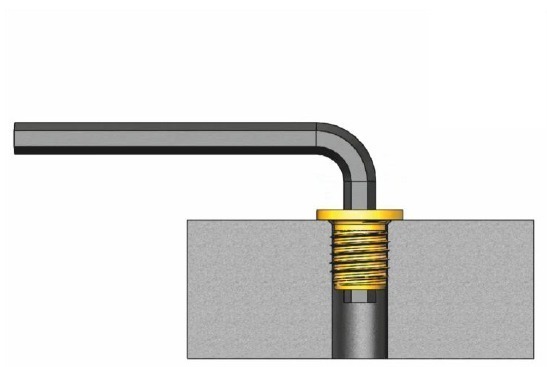
Una contratuerca o el mecanismo de la herramienta permite la separación de la herramienta del inserto.
El material comprime el inserto y lo mantiene en su sitio.
Lb Profundidad del agujero :
Permite recoger las virutas producidas durante la instalación.
Longitud del inserto +2 a 3 mm
El inserto debe estar completamente incrustado en el material:
Longitud del inserto +1 mm
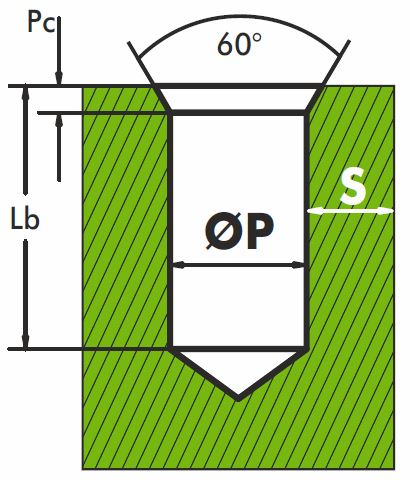
Chaflán a 60°
Pc = 1 a 1,5 x el paso de rosca exterior
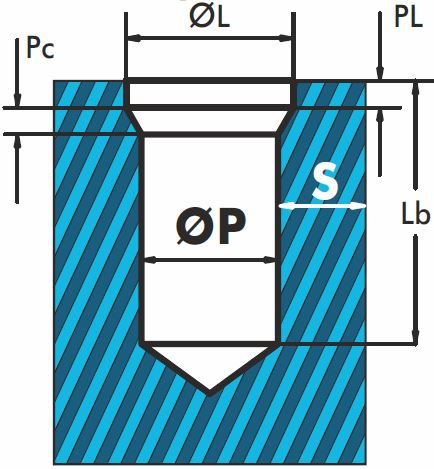
ØL =Øext+0,2 a 0,4 mm
PL =1 a 1,5 x paso de rosca exterior
Pc =1 a 1,5 x paso de rosca exterior
Un agujero más grande facilitará la colocación del inserto, en detrimento de la resistencia a la tracción y a la rotación. Prevea un moteado y/o un chaflán para facilitar la colocación del inserto y garantizar un montaje final óptimo en la superficie del material.
Depende de la elasticidad del material y de la tensión del montaje.
Plásticos de Gran consumo : S ≥ 0.25 à 0.9 Ø exterior del inserto
Plásticos técnicos
& Alto rendimiento
& aleaciones ligeras : S ≥ 0.2 a 0.6 Ø fuera del inserto
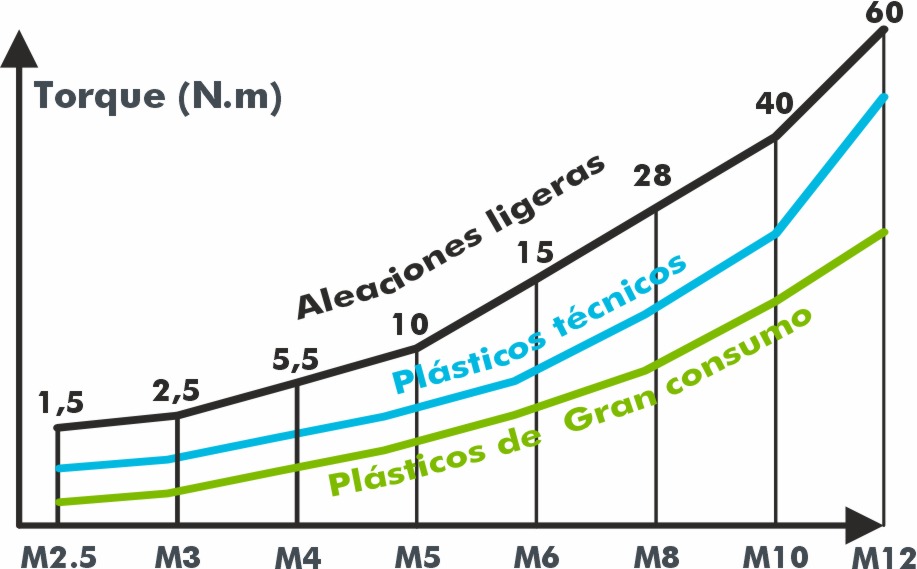
| Rosca interior | M2.5 M3 | M4 M5 | M6 M8 | M10 M12 | M14 M16 |
| Velocidad de rotación rpm | de 800 a 1300 | de 600 a 900 | de 400 a 700 | de 300 a 450 | de 240 a 350 |
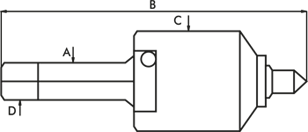
| Référence | Ø | B | D | C |
|---|---|---|---|---|
| OVM 025 CM 0050 A 0 | M2.5 | 55 | 5 | 7 |
| OVM 030 CM 0050 A 0 | M3 | 55 | 5 | 7 |
| OVM 035 CM 0050 A 0 | M3.5 | 60 | 5 | 7 |
| OVM 040 CM 0050 A 0 | M4 | 60 | 5 | 7 |
| OVM 050 CM 0050 A 0 | M5 | 75 | 8 | 13 |
| OVM 060 CM 0050 A 0 | M6 | 75 | 8 | 13 |
| OVM 080 CM 0050 A 0 | M8 | 75 | 8 | 13 |
| OVM 100 CM 0050 A 0 | M10 | 95 | 12.5 | 19 |
| OVM 120 CM 0050 A 0 | M12 | 95 | 12.5 | 19 |
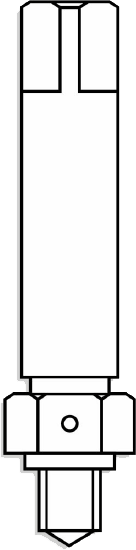
Monter un tourne à gauche sur la partie entrainante de l’outil.Monter l’insert sur l’outil, fente ou trous coupants vers le bas.

Engager l’insert avec une légère pression en début d’installation pour former correctement les premiers filets.
En fin de montage, l’insert doit pénétrer de 0,1 à 0,2 mm ± 1/4 de tour) en dessous de la surface de la pièce.
A l’aide d’une clé, bloquer le contre-écrou et devisser le tourne à gauche pour désolidariser l’insert de l’outil.Le goujon de l’outil se place au milieu de la fente coupante pour ne pas bloquer le dégagement des copaux de coupe.

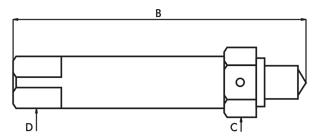
| Référence | Ø | C | A | D | B |
|---|---|---|---|---|---|
| OVA 025 CM 0063 A 0 | M2.5 | 18 | 8 | 6.3 | 78 |
| OVA 030 CM 0063 A 0 | M3 | 18 | 8 | 6.3 | 78 |
| OVA 035 CM 0063 A 0 | M3.5 | 18 | 8 | 6.3 | 78 |
| OVA 040 CM 0063 A 0 | M4 | 18 | 8 | 6.3 | 78 |
| OVA 050 CM 0063 A 0 | M5 | 24 | 12.5 | 10 | 95 |
| OVA 060 CM 0063 A 0 | M6 | 24 | 12.5 | 10 | 95 |
| OVA 080 CM 0063 A 0 | M8 | 24 | 12.5 | 10 | 95 |
| OVA 100 CM 0063 A 0 | M10 | 32 | 16 | 12.5 | 118 |
| OVA 120 CM 0063 A 0 | M12 | 32 | 16 | 12.5 | 118 |
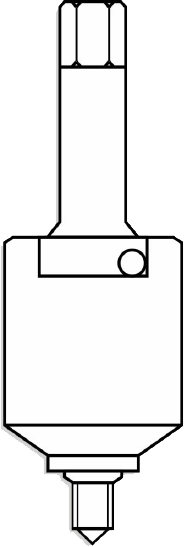
Régler la butée de profondeur de façon à ce que la face d’appui de l’outil pénètre de 0,1 à 0,2 mm en dessous de la surface de la pièce.

Poser l’insert sur le puits.
Fente ou trou coupant vers le bas.
Engager avec un légère pression.
Visser sans pression.
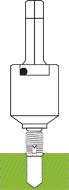
En fin de montage, l’insert doit pénétrer de 0,1 à 0,2 mm ± 1/4 de tour) en dessous de la surface de la pièce.

Producto |
En Familia |
Tipo |
Tapping |
L |
Forma exterior |
Ø E |
Material |
Especificación |
|||||||
Exemple |
I |
V |
K |
0 |
3 |
0 |
0 |
6 |
0 |
M |
0 |
5 |
0 |
L |
0 |
|
Insert |
Roscado |
rosca exterior de 60° no dividida rosca métrica ISO |
Rosca interior M3 (1/10 mm) |
Longitud total 6 mm (1/10 de mm) |
Roscas métricas |
Diámetro exterior 5 mm (1/10 de mm) |
Latón CW 614N |
No |
|||||||
| En familia V Roscado |
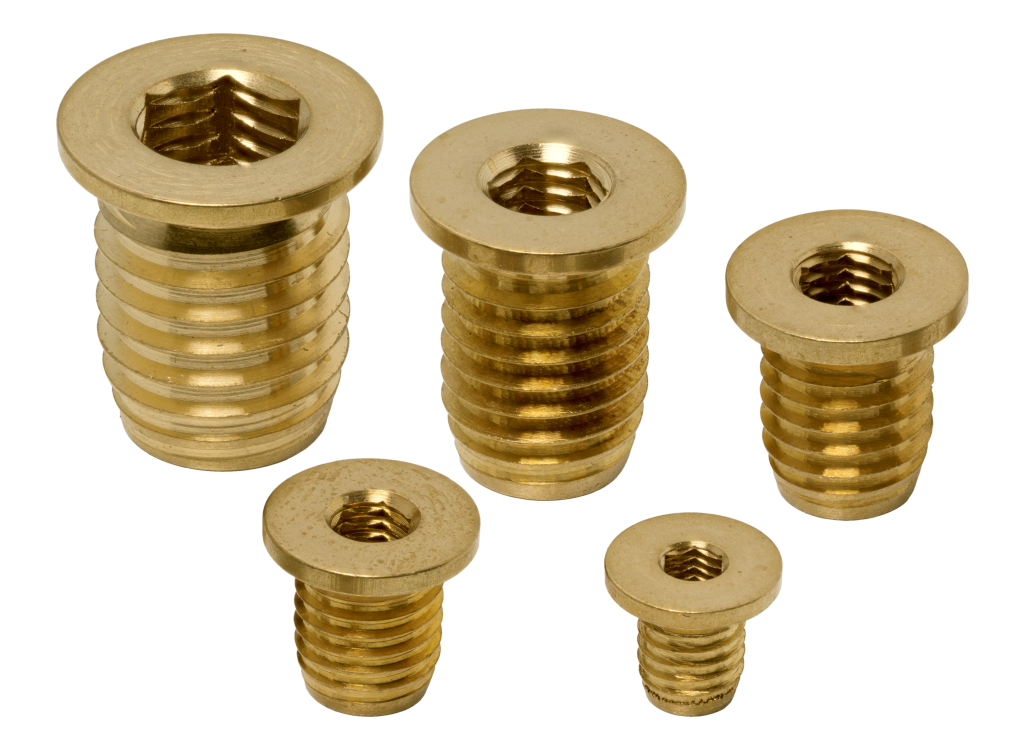
Tipo de Insertos Postmoldeo K con cabeza y rosca 45° a fondo 160° – reversible + hexágono interior H sin cabeza y rosca 45° a fondo 160° – reversible + hexágono interior |
Materiales |
Especificación 0 No N Niquelado |