


Avec tête
Moletage à 30° permet une réduction
des charges radiales lors de l’installation
Réduction des parois du bossage
Bout pilote pour faciliter la mise en position
Ingénierie des fixations
Grandes Séries – E-Shop
Veuillez indiquez votre email pour obtenir le lien d’accès à la plateforme de téléchargement.
Vous aurez accès à l’ensemble des références avec les différentes dimensions.
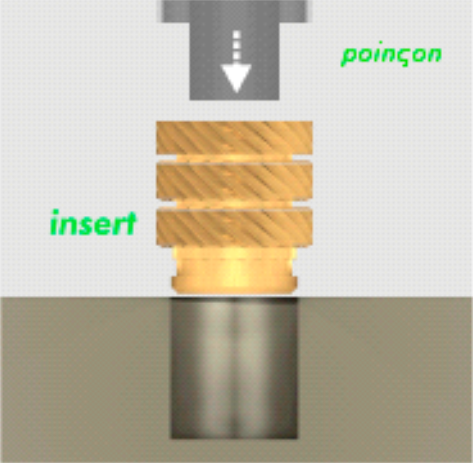
Installer l’insert à la presse de préférence, et non au marteau.
L’insertion se réalise par enfoncement dans un trou, sans impact, ni rebond et de manière axiale grâce à une presse et un poinçon.
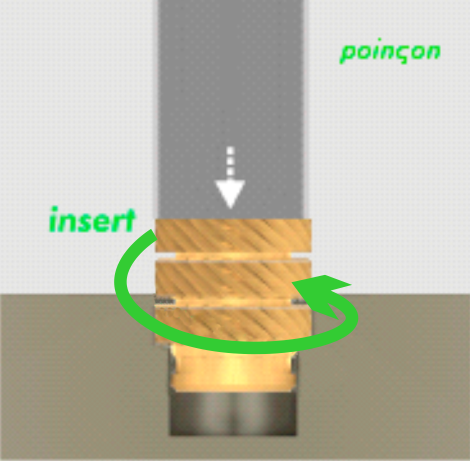
L’insert effectue une légère rotation dans le sens du moletage.
Le poinçon de pose doit être lisse pour permettre une rotation de l’insert.
L’insert doit être maintenu axialement, l’inclinaison induira des charges radiales qui pourront endommager la matière.
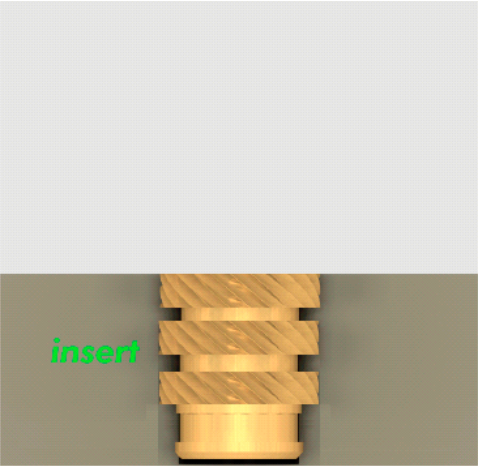
Le plastique sous effet de l’insert se déforme pour fluer dans le profil spécifique de l’insert et ainsi permettre une bonne tenue au couple et à l’arrachement.
Produit |
Sous Famille |
Type |
Taraudage |
L |
Forme Extérieure |
Ø A |
Matière |
Spécification |
|||||||
Exemple |
I |
P |
1 |
0 |
2 |
5 |
0 |
5 |
3 |
R |
0 |
4 |
2 |
L |
0 |
|
Insert |
à Presser |
Sans tête |
Taraudage intérieur |
Longueur totale 5.3 mm |
Rond |
Diamètre le plus grand |
Laiton CW 614N |
Aucune |
|||||||
| Sous Familles E à Expension P à Presser U à Ultrason |
Type d’insert à Surmouler Forme extérieure
|
Matières |
Spécifications 0 Aucune 1 ZnNi Zinc Nickel N Nickelage |
